Расположив движущиеся механизмы, перемещающие головку в CD/DVD приводе, под углом в 90 мы получаем XY-платформу с очень маленькой строительной областью, но с очень большой точностью позиционирования
Использование позиционирования лазерной головки от механизма CD привода для строительства высокоточной XY платформы - не новая идея: builders.reprap.org/2010/08/selective-laser-sintering-part-8.html
Шаг 5: Сборка X-Y платформы из Б/Ушных CD приводов

Сперва собираем стопку старых приводов. Открываем лоток с помощью скрепки. Возможно вам придётся перебрать несколько приводов прежде чем вы найдёте с шаговым двигателем. По крайней мере половина из тех что мы разобрали имели двигатель постоянного тока. Если кто-то знает как по виду отличить их между собой, то сообщите нам об этом.

Их легко отличить друг от друга разобрав привод: DC имеют два провода, а Stepper 4 и короткий шлейф.

В отличие от постоянного тока, шаговые двигатели предназначены для перемещения на определенное число шагов, где каждый шаг представляет собой часть полного оборота. Это делает удобным для высокоточного позиционирования, без необходимости создания системы обратной связи, проверяющей позицию нахождения головки. Например, 3D принтеры обычно используют шаговые двигатели для позиционирования печатающей головки.

После онлайн-проверки некоторых серийных номеров, мы наткнулись на хорошо документированный биполярный шаговый двигатель, помеченный как PL15S-020. Остальные найденные двигатели очень похожи на него, так что вероятно они имеют одинаковые параметры.

Технические данные: robocup.idi.ntnu.no/wiki/images/c/c6/PL15S020.pdf
Данный шаговый двигатель делает 20 шагов на оборот (не много, но достаточно), а ходовой винт имеет шаг 3 мм за один оборот. Таким образом, каждый шаг равен 150 мкм перемещения лазерной головки - не плохо!
На Arduino.cc сайт мы нашли схемы для биполярных шаговых двигателей, а также пример кода для их управления. Мы заказали несколько SN754410NE H-мостов для реализации схемы, показанной на последней картинке.
Старый CD / DVD приводы имеют множество других интересных комплектующих! В том числе, лоток механизма открытия / закрытия, содержащий двигатель постоянного тока с низкоскоростной передаче, двигатель шпинделя, который вращает CD, имеет как правило, высокопроизводительный бесщеточный двигатель постоянного тока, который можно использовать в игрушечных самолетах и вертолетох. Плюс, куча переключателей, потенциометры, чёртовы лазеры, и даже соленоиды! В общем, извлеките всё!!!
Шаг 6: Соберите всё вместе

Материалы:
- Два механизма перемещения лазерной головки с шаговыми двигателями (желательно одинаковые) из старых приводов. Стоимость: несколько долларов за штуку.
- Один InkShield комплект, с картриджем и держателем картриджа. Стоимость: $ 57
- Дополнительно: дополнительный HP C6602 струйный картридж. Стоимость: 17 $
- Arduino Uno. Стоимость: $ 30
- Два SN754410NE H-Bridge Motor. Стоимость: $ 5
- Комплект для прототипирования Arduino и / или крошечная макетная плата. Стоимость: $ 4-21
- Провода, винты, стойки, корпуса. Стоимость: от бесплатно до $ $ $, в зависимости от воображения.


Общие затраты на производство составили около 150$, включая стоимость доставки и обработки деталей. Выше на фотографии показаны две разные модели. Вторая версия обладает верхней пластиной из качественного акрила и большим внутренним пространством.







Механизм перемещения CD привода, находящийся внизу, перемещает синюю пластину на которой вы что либо печатаете (например, пластину агарозы). Верхний механизм привода, установленый под прямым углом, перемещает струйную печатающую головку. Мы использовали Shapelock и некоторые винты для крепления нижней платформы к лазерной головке, и крепления держателя картриджа к верхней головке лазера. Электроника состоит из Arduino Uno в нижней части, белого InkShield (подключенного к струйному держателю картриджа с хорошим белым ленточным кабелем), и протоплаты с шаговыми двигателями наверху.




Бумажные полоски, из бумаги в клеточку, на нижней и верхней платформах позволяют нам отслеживать положение по X и Y осям. Общая площадь печати составляет около 1,5 дюйма в обоих направлениях, с разрешением 150 мкм за один шаг. Следует отметить, что разрешение шаговых двигателей похоже на разрешение печатающей головки: 96 точек на дюйм 265 микрон шаг, но точки напечатанных печатающей головки четко разделены - больше как 150-200 микрон.



Шаг 7: Успех

Это наш первый по-настоящему-рабочий Биопринтер . Мы заправили картридж жидкой культуры кишечной палочки + pGLO. Слегка модифицировали «I <3 InkShield» DEMO Arduino, которое шло с InkShield, и напечатали пару строк «I <3 BioCurious» снова и снова на агаровой пластине. Агара была заполнена почти до самого верха, чтобы свести к минимуму расстояние печати.
Как вы можете видеть, печать живыми клетками E.coli работает отлично! Мы, вероятно, дали колонии бактерий развиваться дольше чем нужно, так что буквы немного расплываются. Мы получили распыление небольших колоний по углам клетки - вероятно, из-за некоторого распыления от струйной головки. Мы можем улучшить качество регулировкой вязкости или плотности клеток культуры, загружаемых в картридж.
Но в целом, не плохо для первого раза!
После печати мы дезинфицировали поверхность и внутренность картриджа отбеливателем, а потом пропустили немного отбеливателя через головку. После чего промыли всё дистилированной водой.
Вероятно, было бы хорошей идеей, вложиться в ультразвуковой очиститель ювелирных изделий , который может разрушать в том числе и органические вещества в самых труднодоступных местах.
Шаг 8: Полученный урок и планы на будущее
Мы обратились к этому проекту с практически нулевым опытом работы с Биопечатью, шаговыми двигателями, струйными картриджами, и даже программирования Arduino! Поэтому, естественно, не все наши действия были оптимальными. Вот некоторые вещи, которые мы могли бы сделать иначе в следующий раз:Изучая работу шаговых двигателей мы получили действительно ценный опыт, но мы могли сэкономить кучу времени и усилий, адаптируя некоторые из RAMPS (RepRap Arduino MEGA Pololu Shield) технологий, которая уже была хорошо развита именно с этой целью в сообществе 3D-печати. В частности, шаговый двигатель Pololu уже имел встроенные микрошаговые возможности.
Строительство собственной XY-платформы - это здорово! Но мы используем эти шаговые двигатели для того, для чего они никогда не были предназначены, что начинает себя проявлять. Мы уже получаем некоторые проблемы с иногда пропускающей нижней ступенью, по-видимому, из-за частых ручных сбросов, изнашивающих пластиковые детали. Было достаточно легко купить новые шаговые двигатели, чтобы держать их, добавить немного микропереключателей для конечных остановок, и код функции сброса позиции в программном обеспечении.
Как только вы начинаете поиск новых шаговых двигателей и RAMPS электроники, возникает вопрос почему бы не начать сразу с 3D-принтеров вместо этого? Если мы устали от нашей текущей версии биопринтера, то, наверное, из-за выбранного направления. Стоимость, скорее всего, увеличится на порядок и так, хотя…
Наличие одной печатающей головки имеет свои ограничения. Если бы мы действительно хотели заняться какой-то тканевой инженерией, мы хотели бы иметь возможность печати нескольких типов клеток. Мы могли бы потенциально положить два струйных картриджа друг к другу. Решением Больших Мальчиков в этой области является использование шприцевых насосов. Представьте себе, что имея несколько шприцевых насосов рядом с принтером, каждый из которых подаёт свой материал на печать через тонкую трубку, а иглы установлены на печатающую головку. Следите за обновлениями…
Теперь слон в посудной лавке… Что, черт возьми, вы делаете с вашим собственным биопринтером?! Я не думаю, что BioCurious будет когда-либо конкурировать с такими компаниями как Organovo с точки зрения печати человеческих тканей или органов. С одной стороны, содержание клеток животных отнимают гораздо больше усилий. С растительными клетками намного легче работать! Не хочу, чтобы всё пошло прахом, так что следите за некоторыми из наших следующих руководств!
Между тем, вот несколько идей:
Печать градиентов питательных веществ и / или антибиотиков на слой клеток для изучения комбинаторных взаимодействий - или даже для выбора различных изолятов из образца из окружающей среды.
- Печать шаблонов факторов роста на слой эукариотических клеток для изучения клеточной дифференцировки.
- Печать двух или более видов микроорганизмов на различных расстояниях друг от друга, чтобы исследовать метаболические взаимодействий.
- Настройка вычислительной задачи как 2D модель строительства микроорганизма на агаровой пластине.
- Исследование систем реакция-диффузия
- Печать 3D структур с помощью повторной печати слоёв. Теперь вы можете рассмотреть возможность сделать все выше в 3D!
- Распечатать клетки в раствор альгината натрия, на поверхности пропитанной хлористым кальцием, для создания гелевых 3D структур (по аналогии с процессом spherification в молекулярной гастрономии)
Есть ещё идеи? Оставьте их в комментариях!
Шаг 9: Добавлено: Так что вы хотите сделать для реальной науки?
Биопринтер, показанный здесь, очевидно, всего лишь прототип. Но так как у нас были очень серьезные запросы об использовании этого в академических лабораториях, вот некоторые рекомендации:Группа Дельфин Дин в университете Клемсон работает на Bioprinting с использованием модифицированного HP DeskJet 500. Определенно посмотрите их видео на JoVE on Creating Transient Cell Membrane Pores Using a Standard Inkjet Printer! Множество информации, о том как иметь дело со с струйными принтер, использующимися в качестве лабораторного оборудования, как очистить картриджи, готовить соответствующие клеточные суспензии, и некоторые интригующие не 3D приложения для печати.
Мы еще не получили удовлетворительных доказательств того, что картриджи HP C6602 могут печатать эукариотические клетки. Мы считаем, что скорее всего это связано с засорением печатающей головки продуктами распада клеток. Мы будем держать вас в курсе по поводу использования ультразвуковых установок для очистки…
В последнее время я искал способы упростить изготовление печатных плат. Приблизительно с год назад я наткнулся на одну интересную страничку , где описывался процесс модификации струйного принтера Epson для печати на толстых материалах в т.ч. на медном текстолите. В статье описывалась доработка принтера Epson C84, однако у меня был принтер Epson C86, но т.к. механика принтеров Epson я думаю у всех схожая, то я решил попробовать сделать модернизацию своего принтера.
В данной статье я постараюсь максимально подробно, шаг за шагом, описать процесс модернизации принтера для печати на омедненном текстолите.
Необходимые материалы:
- ну естественно понадобится сам принтер Epson семейства С80.
- лист алюминиевого, либо стального материала
- скобы, болты, гайки, шайбы
- небольшой кусок фанеры
- эпоксидка или суперклей
- чернила (об этом позже)
Инструменты:
- шлифмашинка (Dremel и т.п.) с отрезным кругом (можно попробовать маленькой обезьяной)
- различные отвертки, ключи, шестигранники
- дрель
- термофен
Шаг 1. Разбираем принтер
Первое, что я сделал - снял задний выходной лоток для бумаги. После этого надо снять передний лоток, боковые панели и затем основной корпус.
На фотографиях ниже приведен подробный процесс разборки принтера:



Шаг 2. Снимаем внутренние элементы принтера
После того, как у принтера снят корпус, необходимо поснимать некоторые внутренние элементы принтера. Сначала, необходимо снять датчик подачи бумаги. В дальнейшем он нам понадобится, поэтому при снятии не повредите его.

Затем, необходимо снять центральные прижимные ролики, т.к. они могут мешать при подаче печатной платы. В принципе боковые ролики тоже можно снять.

Ну и в конце, необходимо снять механизм очистки печатающей головки. Механизм держится на защелках и снимается очень просто, но при снятии, будьте очень осторожны, т.к. к нему подходят разные трубки.


Разборка принтера завершена. Теперь приступим к его "лифтингу".
Шаг 3. Снятие платформы печатающей головки

Начинаем процесс модернизации принтера. Работа требует аккуратности и применения защитных средств (глаза нужно беречь!).
Для начала необходимо открутить рейку, которая прикручена двумя болтами (см. фото выше). Открутили? Откладываем ее в сторону, она нам еще пригодится.

Теперь обратите внимание на 2 болта возле механизма очистки головки. Их также откручиваем. Однако, с левой стороны сделано немного по другому, там можно срезать крепления.
Чтобы снять всю платформу с головкой, сначала, все внимательно осмотрите и отметьте маркером те места, где надо будет резать метал. А потом аккуратно срежьте метал ручной шлифмашинкой (Dremel и т.п.)



Шаг 4. Очистка печатающей головки
Этот шаг является необязательным, но раз уж полностью разобрали принтер, то лучше сразу почистить печатающую головку. Тем более, что в этом нет ничего сложного. Для этой цели я использовал обычные ушные палочки и очиститель стекол.

Шаг 5. Установка платформы печатающей головки. Часть 1
После того, как все разобрано и очищенно настало время собирать принтер с учетом необходимого зазора для печати на текстолите. Или как говорят джиперы "лифтинг" (т.е. подъем). Величина лифтинга полностью зависит от того материала, на котором вы собираетесь печатать. В своей модификации принтера я планировал использовать стальной податчик материала с прикрепленным на нем текстолитом. Толщина платформы для подачи материала (сталь) была 1.5 мм, толщина фольгированного текстолита, из которого я обычно делал платы составляла также 1.5 мм. Однако, я решил, что головка не должна сильно давить материал, и поэтому величину зазора я выбрал около 9 мм. Тем более, что иногда я печатаю на двухстороннем текстолите, который немного толще одностороннего.

Для того, чтобы мне легче было контролировать уровень подьема, я решил использовать шайбы и гайки, толщину которых я замерил штанген-циркулем. Также, я прикупил несколько длинных болтов и гайки для них. Я начал с фронтальной системы подачи.
Шаг 6. Установка платформы печатающей головки. Часть 2

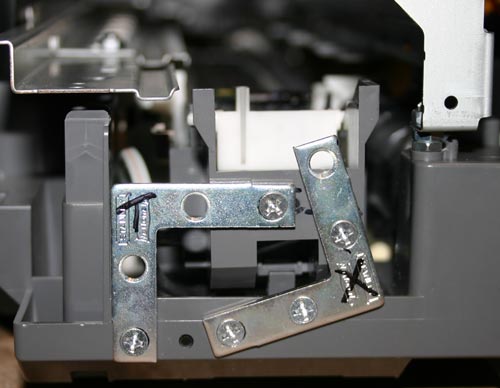
Перед установкой платформы для печатающей головки, необходимо изготовить небольшие перемычки. Я сделал их из уголков, которые распилил на 2 части (см. фото выше). Можно конечно их сделать самому.



После, я разметил отверстия для сверления в принтере. Нижние отверстия разметить и просверлить очень просто. Затем, сразу же прикрутил кронштейны на их место.

Следующим шагом необходимо разметить и просверлить верхние отверстия в платформе, это сделать несколько сложнее, т.к. все должно быть на одном уровне. Для этого, я подложил по паре гаек, в местах стыковки платформы с основой принтера. При помощи уровня, удостоверьтесь, что платформа стоит ровно. Отмечаем отверстия, сверлим и стягиваем болтами.


Шаг 7. "Лифтинг" механизма очистки печатающей головки
Когда принтер заканчивает печать, головка "паркуется" в механизм очистки головки, где происходит очистка дюз головки, для предотвращения их засыхания и засорения. Этот механизм также предстоит немного поднять.
Данный механизм я закрепил при помощи двух уголков (см. фото выше).
Шаг 8. Система подачи
На данной стадии рассмотрим процесс изготовления системы подачи и установку датчика подачи материала.

При разработке системы подачи первой проблемой была установка датчика подачи материала. Без данного датчика принтер не функционировал бы, но где и как его установить? Когда бумага проходит через принтер, то данный датчик сообщает контроллеру принтера, когда проходит начало бумаги и на основании этих данных принтер вычисляет точную позицию бумаги. Датчик подачи представляет из себя обычный фотосенсор с излучающим диодом. При прохождении бумаги (в нашем случае материала), луч в датчике прерывается.
Для сенсора и системы подачи я решал сделать платформу из фанеры.

Как видно на фото выше, я склеил между собой несколько слоев фанеры для того, чтобы сделать подачу на одном уровне с принтером. В дальнем углу платформы я закрепил датчик подачи, через который будет проходить материал. В фанере, я сделал небольшой вырез, чтобы вставить датчик.


Следующей задачей встала необходимость сделать направляющие. Для этого я использовал алюминиевые уголки, которые приклеил к фанере. Важно, чтобы все углы были четко 90 градусов и направляющие были строго параллельны друг другу. В качестве материала подачи я использовал алюминиевый лист, на который будет ложиться и фиксироваться омедненный текстолит для печати.


Лист подачи материала я изготовил из алюминиевого листа. Размер листа я старался сделать приблизительно равным формату А4. Немного почитав в интернете по работе датчика подачи бумаги и принтера в целом, я выяснил, что для корректной работы принтера необходимо в листе подачи материала сделать в углу небольшой вырез, чтобы датчик срабатывал немного позднее чем начинали крутиться ролики подачи. Длина выреза составила около 90мм.

После того, как все сделано, на листе подачи я закрепил обычный лист бумаги, на компьютере установил все драйвера и сделал пробную печать на обычном листе.
Шаг 9. Заполняем чернильный картридж

Последняя часть модификации принтера посвящена чернилам. Обычные чернила от Epson не стойкие к химическим процессам, протекающим при травлении печатной платы. Поэтому необходимо специальные чернила, называются они Mis Pro yellow ink . Однако, данные чернила могут не подойти к другим принтерам (не Epson), т.к. там могут использоваться другие типы печатающих головок (в Epson используется пьезоэлектрическая печатающая головка). В интернет-магазине inksupply.com есть доставка в Россию.

Помимо чернил, я купил новые картриджи, хотя конечно можно использовать и старые, если хорошо их помыть. Естественно, для заправки картриджей понадобится еще обычный шприц. Также, я купил специальный девайс для обнуления картриджей принтера (синий на фото).
Шаг 10. Тесты

Теперь переходим к тестам печати. В программе проектирования , я сделал несколько заготовок для печати, с дорожками различной толщины.


Качество печати вы можете оценить по фотографиям выше. А ниже представлено видео печати:
Шаг 11. Травление
Для травления плат, изготовленных данных способом, подходит только раствор хлорного железа. Другие методы травления (медный купорос, соляная кислота и т.п.) могут разъесть чернила Mis Pro yellow ink. При травлении хлорным железом, лучше нагревать печатную плату при помощи теплофена, это ускоряет процесс травления и т.о. меньше "сьедается" слой чернил.

Температура нагрева, пропорции и длительность травления подбираются опытным путем.
Данная статья взята с зарубежного сайта и переведена мною лично. Предоставил эту статью .
Этот проект описывает конструкцию 3D принтера очень низкой бюджетной стоимости, который в основном построен из переработанных электронных компонентов.
Результатом является небольшой формат принтера менее чем за 100 $.
Прежде всего, мы узнаем, как работает общая система ЧПУ (по сборке и калибровке, подшипники, направляющие), а затем научим машину отвечать на инструкции G-кода. После этого, мы добавляем небольшой пластиковый экструдер и даем команды на пластиковую экструзию калибровки, настройки питания драйвера и других операций, которые дадут жизнь принтеру. После данной инструкции вы получите небольшой 3D принтер, который построен с приблизительно 80% переработанных компонентов, что дает его большой потенциал и помогает значительно снизить стоимость.
С одной стороны, вы получаете представление о машиностроении и цифровом изготовлении, а с другой стороны, вы получаете небольшой 3D принтер, построенный из повторно используемых электронных компонентов. Это должно помочь вам стать более опытным в решении проблем, связанных с утилизацией электронных отходов.
Шаг 1: X, Y и Z.
Необходимые компоненты:
- 2 стандартных CD / DVD дисковода от старого компьютера.
- 1 Floppy дисковод.
Мы можем получить эти компоненты даром, обратившись в сервисный центр ремонта. Мы хотим убедиться, что двигатели, которые мы используем от дисководов флоппи, являются шаговыми двигателями, а не двигатели постоянного тока.
Шаг 2: Подготовка моторчика

Компоненты:
3 шаговых двигателя от CD / DVD дисков.
1 NEMA 17 шаговый двигатель, что мы должны купить. Мы используем этот тип двигателя для пластикового экструдера, где нужны большие усилия, необходимые для работы с пластиковой нитью.
CNC электроника: ПЛАТФОРМЫ или RepRap Gen 6/7. Важно, мы можем использовать Sprinter / Marlin Open Firmware. В данном примере мы используем RepRap Gen6 электронику, но вы можете выбрать в зависимости от цены и доступности.
PC питания.
Кабели, розетка, термоусадочные трубки.
Первое, что мы хотим сделать, это как только у нас есть упомянутые шаговые двигатели, мы сможем припаять к ним провода. В этом случае у нас имеется 4 кабеля, для которых мы должны поддерживать соответствующую последовательность цветов (описано в паспорте).
Спецификация для шаговых двигателей CD / DVD: Скачать . .
Спецификация для NEMA 17 шагового двигателя: Скачать . .
Шаг 3: Подготовка источника питания

Следующий шаг заключается в подготовке питания для того, чтобы использовать его для нашего проекта. Прежде всего, мы соединяем два провода друг с другом (как указано на рисунке), чтобы было прямое питания с выключателем на подставку. После этого мы выбираем один желтый (12V) и один черный провод (GND) для питания контроллера.
Шаг 4: Проверка двигателей и программа Arduino IDE

Теперь мы собираемся проверить двигатели. Для этого нам нужно скачать Arduino IDE (физическая вычислительная среда), можно найти по адресу: http://arduino.cc/en/Main/Software .
Нам нужно, загрузить и установить версию Arduino 23.
После этого мы должны скачать прошивку. Мы выбрали Марлин (Marlin), который уже настроен и может быть загружен Marlin: Скачать . .
После того, как мы установили Arduino, мы подключим наш компьютер с ЧПУ контроллера Рампы / Sanguino / Gen6-7 с помощью кабеля USB, мы выберем соответствующий последовательный порт под Arduino инструментов IDE / последовательный порт, и мы будем выбирать тип контроллера под инструменты платы (Рампы (Arduino Mega 2560), Sanguinololu / Gen6 (Sanguino W / ATmega644P - Sanguino должен быть установлен внутри Arduino)).
Основное объяснение параметра, все параметры конфигурации находятся в configuration.h файла:
В среде Arduino мы откроем прошивку, у нас уже есть загруженный файл / Sketchbook / Marlin и мы увидим параметры конфигурации, перед тем, как загрузим прошивку на наш контроллер.
1) #define MOTHERBOARD 3, в соответствии с реальным оборудованием, мы используем (Рампы 1,3 или 1,4 = 33, Gen6 = 5, ...).
2) Термистор 7, RepRappro использует Honeywell 100k.
3) PID - это значение делает наш лазер более стабильным с точки зрения температуры.
4) Шаг на единицу, это очень важный момент для того, чтобы настроить любой контроллер (шаг 9)
Шаг 5: Принтер. Управление компьютером.

Управление принтером через компьютер.
Программное обеспечение: существуют различные, свободно доступные программы, которые позволяют нам взаимодействовать и управлять принтером (Pronterface, Repetier, ...) мы используем Repetier хост, который вы можете скачать с http://www.repetier.com/. Это простая установка и объединяет слои. Слайсер является частью программного обеспечения, которое генерирует последовательность разделов объекта, который мы хотим напечатать, связывает эти разделы со слоями и генерирует G-код для машины. Срезы можно настроить с помощью параметров, таких как: высота слоя, скорость печати, заполнения, и другие, которые имеют важное значение для качества печати.
Обычные конфигурации слайсера можно найти в следующих ссылках:
- Skeinforge конфигурация: http://fabmetheus.crsndoo.com/wiki/index.php/Skeinforge
- Конфигурация Slic3r: http://manual.slic3r.org/
В нашем случае мы имеем профиль configuret Skeinforge для принтера, которые можно интегрировать в принимающую пишущую головку программного обеспечения.
Шаг 6: Регулирование тока и интенсивность


Теперь мы готовы протестировать двигатели принтера. Подключите компьютер и контроллер машины с помощью кабеля USB (двигатели должны быть подключены к соответствующим гнездам). Запустите Repetier хостинг и активируйте связь между программным обеспечением и контроллером, выбрав соответствующий последовательный порт. Если соединение прошло успешно, вы сможете контролировать подключенные двигатели с использованием ручного управления справа.
Для того, чтобы избежать перегрева двигателей во время регулярного использования, мы будем регулировать силу тока, чтобы каждый двигатель мог получить равномерную нагрузку.
Для этого мы будем подключать только один двигатель. Мы будем повторять эту операцию для каждой оси. Для этого нам понадобится мультиметр, прикрепленный последовательно между источником питания и контроллером. Мультиметр должен быть установлен в режиме усилителя (текущего) - смотри рисунок.
Затем мы подключим контроллер к компьютеру снова, включите его и измерьте ток при помощи мультиметра. Когда мы вручную активировали двигатель через интерфейс Repetier, ток должен возрасти на определенное количество миллиампер (которые являются текущими для активации шагового двигателя). Для каждой оси ток немного отличается, в зависимости от шага двигателя. Вам придется настроить небольшой потенциометр на управление шагового интервала и установить текущее ограничение для каждой оси в соответствии со следующими контрольными значениями:
Плата проводит ток около 80 мА
Мы подадим ток на 200 мА для Х и Y-оси степперы.
400 мА для Z-оси, это требуется из-за большей мощности, чтобы поднять пишущую головку.
400 мА для питания двигателя экструдера, поскольку он является мощным потребителем тока.
Шаг 7: Создание машины структуры

В следующей ссылке вы найдете необходимые шаблоны для лазеров которые вырезают детали. Мы использовали толщиной 5 мм акриловые пластины, но можно использовать и другие материалы, как дерево, в зависимости от наличия и цены.
Лазерная настройка и примеры для программы Auto Cad: Скачать . .
Конструкция рамы дает возможность построить машину без клея: все части собраны с помощью механических соединений и винтов. Перед лазером вырезают части рамы, убедитесь, что двигатель хорошо закреплен в CD / DVD дисководе. Вам придется измерять и изменять отверстия в шаблоне САПР.
Шаг 8: Калибровка X, Y и оси Z
Хотя скачанная прошивка Marlin уже имеет стандартную калибровку для разрешения оси, вам придется пройти через этот шаг, если вы хотите точно настроить свой принтер. Здесь вам расскажут про микропрограммы которые позволяют задать шаг лазера вплоть до миллиметра, ваша машина на самом деле нуждается в этих точных настройках. Это значение зависит от шагов вашего двигателя и по размеру резьбы движущихся стержней ваших осей. Делая это, мы убедимся, что движение машины на самом деле соответствует расстояниям в G-кода.
Эти знания позволят вам построить CNC-машину самостоятельно в независимости от составных типов и размеров.
В этом случае, X, Y и Z имеют одинаковые резьбовые шпильки так калибровочные значения будут одинаковыми для них (некоторые могут отличаться, если вы используете разные компоненты для разных осей).
- Радиуса шкива.
- Шага на оборот нашего шагового двигателя.
Микро-шаговые параметры (в нашем случае 1/16, что означает, что за один такт сигнала, только 1/16 шага выполняется, давая более высокую точность в систему).
Мы устанавливаем это значение в прошивке (stepspermillimeter ).
Для оси Z:
Используя интерфейс Controller (Repetier) мы настраиваем ось Z, что позволяет двигаться на определенное расстояние и измерять реальное смещение.
В качестве примера, мы подадим команду, чтобы он двигался на 10 мм и измерим смещение 37.4 мм.
Существует N количество шагов, определенных в stepspermillimeter в прошивке (X = 80, Y = 80, Z = 2560, EXTR = 777,6).
N = N * 10 / 37,4
Новое значение должно быть 682,67.
Мы повторяем это в течение 3 или 4 раз, перекомпилируя и перезагружая прошивки для контроллера, мы получаем более высокую точность.
В этом проекте мы не использовали конечные установки для того, чтобы сделать более точным машину, но они могут быть легко включены в прошивку и она будет готова для нас.
Мы готовы к первому испытанию, мы можем использовать перо, чтобы проверить, что расстояния на чертеже верны.
Мы будем собирать прямой привод, как показано на рисунке, прикрепив шаговый двигатель к главной раме.
Для калибровки, поток пластика должен соответствовать кусочку пластиковой нити и расстоянию (например 100 мм), положить кусочек ленты. Затем перейдите к Repetier Software и нажмите выдавливать 100 мм, реальное расстояние и повторить Шаг 9 (операцию).
Шаг 10: Печатаем первый объект


Теперь аппарат должен быть готов для первого теста. Наш экструдер использует пластиковую нить диаметром 1.75 мм, которую легче выдавливать и более она более гибкая, чем стандартная диаметром 3 мм. Мы будем использовать PLA пластик, который является био-пластиком и имеет некоторое преимущество по сравнению с ABS: он плавится при более низкой температуре, что делает печать более легкой.
Теперь, в Repetier, мы активируем нарезки профилей, которые доступны для резки Skeinforge. Скачать .
Мы печатаем на принтере небольшой куб калибровки (10x10x10 мм), он будет печатать очень быстро, и мы сможем обнаружить проблемы конфигурации и моторный шаг потери, путем проверки фактического размера печатного куба.
Так, для начала печати, открыть модель STL и нарезать его, используя стандартный профиль (или тот, который вы скачали) с резки Skeinforge: мы увидим представление нарезанного объекта и соответствующий G-код. Мы подогреваем экструдер, и когда он нагреется до температуры плавления пластика (190-210C в зависимости от пластической марки) выдавим немного материала (пресс выдавливания), чтобы увидеть, что все работает должным образом.
Мы устанавливаем начало координат относительно экструзионной головки (х = 0, у = 0, z = 0) в качестве разделителя используем бумагу, головка должна быть как можно ближе к бумаге, но не касалась ее. Это будет исходное положение для экструзионной головки. Оттуда мы можем начать печать.
Из бросовых деталей и материалов, найденных на свалке, можно сделать прекрасный, рабочий станок с ЧПУ. Основной устройства будет старый принтер с шаговым электродвигателем. Самодельное устройство справится с изготовлением рекламной продукции, сувениров и других приятных мелочей.
Возможности самодельного станка с ЧПУ
- Размеры рабочей поверхности: 16 х 24 х 7 см.
- Материалы обработки: текстолит не толще 3 мм, фанера не толще 15 мм, любые виды пластика, древесины.
- Гравировка: дерево, пластики, мягкие металлы.
- Обработка осуществляется со скоростью 2 миллиметра в секунду.
Хотя станок с ЧПУ совсем небольшой и работает на слабеньком двигателе, он подойдет для любительских и профессиональных задач. А теперь разберемся, какие материалы и инструменты понадобятся, чтобы его сделать своими руками.
Детали и инструменты
Основа самодельного ЧПУ станка — принтер. Предпочтительнее всего взять матричный любой марки (HP, Epson, Xerox, Ricoh, Canon). Двигатели от принтеров легко устанавливаются своими руками, долговечны, тихо работают.
Перед тем, как покупать с рук старое устройство, необходимо посмотреть в инструкции параметры мотора и другие детали конструкции. Некоторые умельцы приспосабливают в дело шаговые моторы от сканеров.
Кроме этого нужны детали:
- фанера для корпуса №15;
- дюралевые уголки 20 мм;
- саморезы;
- три подшипника 608;
- несколько болтов М8 длиной 25 мм;
- строительная шпилька М8;
- резиновый шланг;
- 2 гайки М8;
- дремель;
- 4 линейных подшипника;
- кронштейн для досок 80;
- клей ПВА.
Инструменты:
- ножовка;
- отвертка;
- электродрель;
- плоскогубцы;
- тиски;
- напильник;
- бокорезы.
Сборка станка с ЧПУ
- Из фанеры своими руками выпиливаем два квадрата размерами 370 х 370 мм для боковых стенок, один 340 х 370 мм для задней и один 90 х 340 мм для передней стенки.
- Стенки станка с ЧПУ своими руками скрепляются саморезами через заранее проделанные дрелью отверстия с расстоянием до края 6 мм.
- Направляющие по Y-оси — уголки из дюраля. Чтобы прикрепить их к боковым стенкам в 30 мм от дна корпуса делается шпунт 2 мм. Благодаря шпунту направляющие устанавливаются ровно и не перекашиваются. Уголки прикручиваются сквозь центральную поверхность саморезами. Длина направляющих составляет 340 мм. Такие направляющие служат до 350 часов работы, после чего необходимо поменять их.
- Рабочая поверхность выполняется из уголков 140 мм длиной. Снизу на болты крепится один подшипник 608, сверху два. Важно выдержать соосность, чтобы столешница перемещалась без напряжения и перекосов.
- В 50 мм от дна проделывается выход для двигателя Y-оси диаметром 22 миллиметра. Для подшипника опоры винта хода в передней стенке просверливается отверстие 7 миллиметров.
- Винт хода сделаем своими руками из припасенной строительной шпильки, с мотором он взаимодействует посредством самодельной муфты (подробно об изготовлении ниже).
- В удлиненной гайке М8 проделываются винтовые отверстия поперечником 2,5 миллиметра с резьбой М3. На нее гайка закрутится на ось.
- Х-ось сделаем из направляющих из стали, которые найдутся в корпусе принтера. Там же берутся и каретки, которые надевают на оси.
- С изготовлением Z-оси придется повозиться. Ее основание делается из фанеры №6. Направляющие поперечником 8 мм изымаем из принтера. Фанерные элементы фиксируются между собой клеем ПВА, в которые на эпоксидную смолу вклеиваются подшипники линейные или снять с кареток втулки. Сделаем еще одну ходовую гайку по уже известному алгоритму.
- Вместо шпинделя в станке с ЧПУ будет установлен дремель с держателем из кронштейна для доски. Снизу проделывается отверстие поперечником 19 миллиметров для выхода дремеля. Фиксируется кронштейн на саморезы к основанию Z-оси в заранее подготовленные отверстия.
- Опоры для каретки Z-оси делается из фанеры: основание 15 х 9 см, нижняя и верхняя стороны 9 х 5 см. Посередине верхушки делается отверстие для подшипника опоры. Под направляющие также просверливаются выходы.
- Итоговый шаг — сборка Z-оси с кронштейном дремеля и монтаж в корпус станка.
Изготовление муфты

Муфта гасит вибрацию, идущую от винта хода. Это позволяет сберечь подшипники шагового электромотора и продлить ему жизнь. Кроме этого, самодельная муфта нивелирует несоответствие осей винта хода и мотора.
Самый удобный и простой вариант изготовления муфты своими руками — это с помощью прочного резинового шланга. Подбирается шланг с поперечником внутри равным диаметру оси мотора. Надеваем конец шланга на шкив мотора и приклеиваем или крепим муфтой. Другой конец шланга также крепим к винту хода. Как правило, диаметр винта больше, чем внутренний поперечник шланга. Но благодаря толстым стенкам его можно немного рассверлить. Облегчает работу жидкое мыло, которое не позволяет сверлу вязнуть в резине.
Второй способ чуть более сложный: вместо резинового шланга своими руками берем газовый с резиновой оплеткой. Оплетку можно аккуратно припаять на фланцы, в которые будут вставляться ходовой винт и шкив мотора.
И самый практичный вариант: установить фланцы на резиновую трубку высокого давления. Таким способом можно очень крепко зафиксировать все необходимые устройства, самодельная муфта отлично гасит вибрацию. Сделать фланцы можно на токарном станке с ЧПУ или заказать в мастерской.
Электронная начинка станка из принтера
Плату ЧПУ самодельным станком сделаем из деталей микросхем принтеров. Можно приобрести уже готовую плату и сэкономить много времени.
Видеоролики демонстрируют разные самодельные конструкции станков с деталями из принтера, которые можно сделать своими руками:
Предлагаю вашему вниманию статью от читателя блога — Андрея Ковшина. Он с нуля собрал принтер из частей от принтеров и сканеров!!! Респект и уважуха таким людям!! Мне кажется, первый 3D принтер был собран именно таким образом.. Далее рассказ Андрея:
Началось все с того что увидел в интернете это чудо, посмотрел вроде ничего сложного, все реализуемо, собрать можно. Работаю в сервис центре по ремонту принтеров, а с них много чего полезного для моего 3д принтера снять можно. Но обо всем по порядку. (много фото и видео!)
История создания принтера
Первое — это конечно выбор конструкции пал на наиболее простой принтер Мендель. Шпильки и детали из пластика, которые я заменил деревом.

Шаговые двигатели сначала использовал от сканера, маленькие (их у нас завались, одно время много меняли сканеров по гарантии), но при первом же запуске понял что у них силы маловато. Поставил другие, ремни также от сканеров стоят, но в будущем планируется заменить на Т5 более жесткие, эти иногда проскакивают, все таки рассчитаны на небольшие силы.


Электронику сразу решил заказывать, т.к спаять ардуино и драйверы двигателей на А4988 выйдет дороже, заказал все из Китая, по времени как раз к готовой механике должны подойти.

В итоге все пришло кроме драйверов двигателей… Почти весь принтер был готов а двигатели через месяц пообещали, руки чесались его запустить. Погуглив в интернете нашел простую схему драйвера которую обычно применяют для ЧПУ станка, на связке L293 и L298, развел спаял, где наша не пропадала))) Вобщем на фотографиях видно что получилось.

3d printer. Драйвера на L293+L298

Еще хочу рассказать про печатающую головку, изначально было решено потратить минимум денег, поэтому и головку решил сделать сам. Сопло выполнено из остатков шпилек просверленных вдоль диаметром 3мм и у основания0,5 ммвкручен в алюминиевый радиатор дальше фторопласт и к экструдеру (зажим видно сделан из обычных канцелярских резинок, взятая пружина в основе конструкции оказалась слишком слабой) В тот же радиатор пару резисторов на разогрев соединенных параллельно на 6,5 Ом и температурный датчик.

На сегодняшний день принтер более менее печатает, но кривовато, ремни растягиваются и дают смещение. Надо придумать натяжитель ремня. И все дерненные детали напечатать из пластика. Рабочая область из за всех быстрых переделок в процессе проектировки составила всего лишь 70х70 мм и в высоту около100 мм. Вобщем есть над чем работать)))

Откуда все взято:
Еще решил показать фотографии исходных материалов, так сказать откуда, что снял)))


Алюминиевые радиаторы с плат от сгоревших безперебойников, идеально подходят для изготовления печатающей головки.


Валы и каретки с принтеров Epson, на фото Р50


С таких сканеров от МФУ Epson , которые в одно время повально меняли по гарантии снимал шаговые двигатели и ремни.

Вот эти шаговики, но их мощности не хватило. От них использовал шестеренку большую на которой шкив для ремня.

Ремни слабенькие, шаг около 1мм. Но пока держатся.

Шаговый двигатель с той самой шестеренкой (обрезал с нее лишнее), тоже снятый со старого принтера.
Более детально конструкция 3D принтера:
(без комментариев. в конце статьи — видео)











3d printer в сборе



Демонстрация работы принтера:
P.s. Наверняка этот пост подтолкнет многих к самостоятельной сборке 3d-принтеров Главное — желание! А терпение и труд все перетрут..
Задавайте вопросы Андрею в комментариях к статье — он поделится своим опытом в строительстве 3d принтера;)

