Не является секретом то, что медные трубы по гибкости, термостойкости и долговечности на много лучше чем трубы из стали, чугуна, ПВХ-трубы. Медь достаточно дорогой материал, но цена соответствует качеству и повышенной долговечности. Конечно же, можно сэкономить, если самому монтировать трубы но для этого нужно уметь пользоваться горелкой или паяльником. Вот инструкция, как при помощи электрического паяльника самому спаять медные трубы.
Электрический паяльник предназначается для пайки медных труб. Его удобно применять там, где не возможно применение газовой горелки. Это такие места рядом с кафелем, обоями, горючими материалами и т.д. Паяльник в зависимости от производителя может работать от разных видов электричества. Паяльники, питающиеся от сети 220В более лёгкие, чем их аналоги, запитанные через понижающие устройства. При приобретении паяльника нужно обратить внимание на некоторые его технические характеристики. Чем значение мощности паяльника больше, тем быстрей будут, разогревается детали, и проходить их спаивание. От мощности, также зависит то, какой диаметр трубы мы сможем прогреть. Чем она выше, тем больший диаметр труб можно будет спаять. Также обратим внимание на температуру разогрева. Чем она выше, тем быстрей будет проходить процесс спаивания. Не маловажным фактором при покупке паяльника является его вес. Если паяльник применять стационарно тогда вес не имеет большого значения. Но если его нужно перевозить с объекта на объект, то это немало важный фактор.

Преимущество электрического паяльника для пайки медных труб в том, что нет открытого пламени. И это делает этот метод пайки пожара безопасным. Также паяльник выдерживает температурный режим (900 о С не больше ни меньше) не допуская перегрева трубы. Так что для новичка это идеальный способ пайки.
Какое устройство паяльника? Всё очень просто он представляет собой щипцы на концах, которых закреплены сменные графитные электроды. При работе для разогрева стыка графитными электродами захватываем трубу выше стыка за предварительно очищенную поверхность трубы. За счёт высокого сопротивления графитных электродов происходит разогрев медной трубы. Поверхность не обходимо зачищать, что бы продлить срок эксплуатации графитных электродов. От качества зачистки мест под электроды зависит, сколько стыков мы сможем спаять на одной паре, средний ресурс 100 – 150 стыков.
Переходим к процессу пайки на примере медной трубы Ø22 мм. Для работы по монтажу медных труб нам нужны будут следующие инструменты: труборез (лезвие по меди и нержавейки), фаскасниматель, щётка металлическая для зачистки труб, шкурка абразивная, флюс для пайки, припой, паяльник.

Обрезаем труборезом нужную длину трубки. После того как обрезали трубку на её внутренней стенке остаётся острая кромка. Кромку нужно снять при помощи фаскаснимателя. Затем необходимо при помощи щётки металлической зачистить внутренний диаметр нашей трубки, от заусенец.

Проверим качество зачистки пальцем (аккуратно) внутренний диаметр должен быть абсолютно гладким. Также при помощи абразивной шкурки зачистим наружный диаметр до блеска на размер соединения плюс место для щёток паяльника (5-10 см). Эта операция нужна для снятия оксидной плёнки на меде, которая может повлиять на качество пайки. Также подготавливаем и наш фитинг либо уголок, тройник, зачищаем его внутренний диаметр, где будет происходить соединение с трубкой.
Следующий этап в нашей пайке это нанесение флюса. Наносим флюс на трубу на наружный диаметр. И на внутренний диаметр нашего соединительного изделия. Флюс наносим кисточкой, не жалеем. Далее соединяем две детали вместе. Обязательно прокручиваем, чтобы флюс равномерно распределился по плоскости соединения. Излишки флюса протираем тряпочкой. Выставляем наше соединение в тисках для большего удобства и приступаем к пайке.

Возьмём наш паяльник, графитовыми щётками обхватываем трубку за зачищенную часть выше нашего соединения. Трубка и соединение начинает нагреваться. Ждём, пока закипит флюс и появится серебряный оттенок. Потом подносим припой к торцу соединения. Он расплавляется и затягивается в соединение благодаря капиллярному эффекту, созданного расплавленным флюсом. Одно касания припоя с одной стороны соединения и противоположной. Чтобы шов соединения был качественным и красивым нужно, чтобы в соединение не попал лишний припой. За этим надо следить, когда проводим пайку. Длинна проволоки припоя необходимого для пайки примерно должна составлять, половину длинны окружности соединяемых деталей.

Теперь рассмотрим вопрос того за счет чего же происходит такая быстрая пайка медных труб. Как мы уже говорили, принцип пайки основан на капиллярном втягивании. Из за чего происходит этот эффект? Между нашими деталями в соединении всегда есть зазор. В зависимости от диаметров от применяемого припоя он может быть разным, чем больше диаметр, тем больше зазор. Флюс расплавляется, и капиллярные силы на его место затягивают припой. Шов получается красивым и аккуратным.

Очень важно обратить внимание на правильное соединение деталей. Детали должны соединятся с равномерным зазором по длине окружности соединения. Если в каком либо месте не будет зазора, то там получится не провар, так как капиллярный эффект там будет отсутствовать. А это значит, что такое соединение даст течь и его придется перепаивать. Во избежание таких случаев сначала надо собрать конструкцию без пайки. Потом сделать на соединениях метки для удобства соединения при монтаже труб. Самые не удобные стыки спаять первыми. Такие как верхние стыки, к которым трудно подобраться, если спаять всю конструкцию, а потом по месту паять верхний стык. Также важно обратить внимание на качественные поверхности наших деталей. Все детали должны быть с идеальными поверхностями. Вмятины, овальности диаметров, не допускаются ни в коем случаи. Это повлияет на качество пайки и на срок службы наших соединений.
Для пайки медных труб существует два вида припоев мягкий и твёрдый. Мягкий припой имеет более низкую температуру плавления (425 о С), чем твёрдый (460 о С – 560 о С). Мягкий припой применяют для соединения труб в котельных, водопроводах в системах отопления и т.д. Там где нет очень высокого давления. Этот припой легко расплавляется и качественно спаивает соединения. Твёрдый припой плавится при более высокой температуре. Применяется на трубах с избыточным давлением, таких как системы кондиционирования, в холодильной промышленности. Там где нужна повышенная герметичность, и стойкость к вибрациям. Преимущество твёрдого припоя заключается в том, что при работе с ним не нужно применять флюс нет необходимости зачищать стыки. Это сказывается на более высокой производительности. Но строительные нормы и правила регламентируют его применение только в холодильной промышленности. Недостатком такого припоя является его очень высокая цена.
Делаем вывод. Если вы не занимаетесь ремонтом холодильного оборудования, то и твёрдый припой вам не нужен. Так как мягкие припои в остальных отраслях ни чем ему не уступают. Самое главное выполнять все технические требования к провидению пайки. А в частности проводить зачистку стыков следить за тем, чтобы стыки были ровные без перекосов, добавлять необходимое количество припоя. И ваши соединения будут надёжными и герметичными.
Вот Вы и узнали, как паять медные трубы !
Медь представляет собой металл, который обладает достаточно мягкой, податливой структурой. Поэтому, в отличие от той же стали, такой материал проще паять, нежели заниматься его сваркой. При большом желании, наличии необходимых инструментов и расходных средств справиться с подобной задачей способен даже новичок. Давайте же выясним, медные трубы.
Качества медных труб
Зачастую трубы, изготовленные из представленного материала, используются в домашнем хозяйстве при монтаже элементов отопительных и водопроводных систем. Медь представляет собой оптимальное решение для создания таких проводящих путей. Она имеет идеально гладкую поверхность, не подвергается коррозии, не забивается отложениями, а также имеет бактерицидные свойства. Выяснив, медные трубы отопления правильно, можно обеспечить бесперебойную службу системы на протяжении нескольких десятилетий.
Инструменты и материалы
Прежде чем разобраться, как паять медные трубы, необходимо подготовить набор инструментов, которые могут понадобиться в ходе выполнения работ:
- Труборез. Медь является довольно мягким материалом. Даже незначительное давление на такие трубы может вызывать деформации. По этой причине при их резке рекомендуется пользоваться специализированным инструментом.
- Расширитель. Поскольку в ходе обустройства водопроводной либо отопительной системы применяются медные трубы идентичного типоразмера, при подготовке к пайке соединений придется воспользоваться инструментом для увеличения их диаметра.
- Сниматель фаски. После разделения труб на нужные отрезки необходимо выполнить обработку их краев. Только так элементы будущей системы смогут заходить друг в друга.
- Стальной ершик требуется для зачистки труб изнутри.
- Металлическая щетка позволяет убрать загрязнения, всевозможные наслоения и окислы, которые могут затруднить выполнение качественной пайки соединений.
- используется для разогрева стыков. Должна содержать специальную насадку, которая позволяет производить регулировку пламени.
- Припой имеет вид проволоки либо прутка, температура плавления которого ниже по сравнению с медью.
- Флюс - химический состав, нанесение которого облегчает пайку соединений.
Каким медные трубы?
В настоящее время широкодоступны многочисленные , которые способны обеспечить надежное соединение медных труб методом пайки. Чаще всего мастера прибегают к использованию низкотемпературных припоев. Последние дают возможность создавать соединения при сравнительно низком нагреве материала, что не вызывает деформацию меди. Однако подобные швы отличаются не самыми лучшими механическими качествами.
Что касается припоев, предназначенных для пайки при высочайших температурах, они позволяют создавать максимально прочные соединения. В то же время применять их рекомендуется лишь опытным мастерам, поскольку без соответствующих навыков длительное термическое воздействие на металл может привести к его прожигу.

Чем можно паять медные трубы между собой? При низкотемпературной пайке, которая распространена при обустройстве бытовых отопительных и водопроводных систем, чаще всего прибегают к использованию Последние дают возможность создавать достаточно устойчивые к механическим нагрузкам соединения. Среди таких припоев стоит отметить сплавы олова с висмутом, сурьмой, селеном, серебром. Основную долю в их составе занимает олово - порядка 95 %. Остальная часть приходится на дополнительные компоненты.
Для выполнения низкотемпературной пайки вполне подходят дешевые припои на основе олова и свинца. Однако их не рекомендуется применять при обустройстве водопроводов, которые предназначены для подачи питьевой воды, поскольку свинец представляет собой токсичный материал.
Какой флюс лучше использовать для пайки медных труб?
В случае низкотемпературной пайки обычно применяются химические составы на основе Впрочем, пытаясь разобраться, как паять медные трубы, не стоит уделять чрезмерное внимание составу флюса. Для пайки меди достаточно приобрести любое средство, предназначенное для данных целей, например канифольно-вазелиновую пасту.
Как паять медные трубы без флюса? Выполнить прочные соединения без применения химических составов вполне реально. Однако здесь должна осуществляться высокотемпературная пайка с использованием наиболее качественных припоев на основе олова и серебра.

Процедура пайки
Как паять медные трубы? Работы выполняются в такой последовательности:
- При помощи трубореза заготовки разделяются на отрезки необходимой длины.
- Металлической щеткой и ершиком зачищаются внешние и внутренние поверхности, что будут подлежать пайке.
- Специальным расширителем увеличивается диаметр окончаний отрезков, которые планируется надвигать на другие трубы.
- На края будущих соединений равномерно наносится флюс.
- Окончания труб вставляются друг в друга. Влажной губкой удаляются остатки флюса.
- Прогревается соединение. Как только флюс изменит изначальный оттенок на серебристый, термическую обработку поверхностей необходимо прекратить.
- К будущему стыку подносится припой. Последний должен начать растекаться без прогревания горелкой, от повышенной температуры меди.
- Пайку прекращают, как только припой заполнит все пустоты в области шва.
- После остывания соединения стык протирается влажным отрезком материи, что позволяет убрать остатки припоя и флюса.

Существует ряд советов, которые могут пригодиться при выполнении работ. Так, мастерам, которые не имеют внушительного опыта пайки медных труб, рекомендуется предварительно потренироваться, использовав в качестве расходного материала отрезки ненужных заготовок. Как утверждают специалисты, необходимо несколько раз выполнить пробную пайку, чтобы сформировать общее представление о такой работе.
В ходе нагрева стыков горелкой важно не передерживать пламя в одной точке, поскольку его температура может достигать порядка 1000 °С. Чтобы не прожечь медь, достаточно равномерного разогрева участка на протяжении 20 секунд.
По завершении пайки необходимо выполнить тщательную промывку системы трубопровода под значительным напором воды. Только так можно убрать излишки припоя и флюса, которые застыли внутри соединений.

В заключение
Вот мы и разобрались, как паять медные трубы. При ответственном подходе к задаче и наличии необходимого инструмента справиться с такой работой способен каждый. Важно лишь предварительно потренироваться, не отклоняясь от технологии.
Коммуникации из меди являются сегодня редким, но исключительно надёжным вариантом для водоснабжения и отопления частного дома. Бытующее мнение о трудностях монтажа медных трубопроводов на деле не подтверждается абсолютно. Самостоятельная пайка медных труб доступна для непрофессионала, если он знает технологию процесса и владеет инструментами. Освойте тонкости соединения медных труб, соберите личный водопровод и вам больше не придётся никогда заниматься коммуникациями.
Медные трубы хороши тем, что они: не подвержены коррозии, имеют срок службы более полувека, достаточно мягкие, чтобы не бояться перемерзания воды в них. Медь — материал идеально гладкий, это предотвращает образование в налёта в трубах, к тому же материал обладает бактерицидными свойствами.
Обратите внимание! Состав медного трубного материала для домашних коммуникаций должен быть на 99% чистой медью. Сплавы с «добавками» образуют плохо растворимые окислы на поверхности, что препятствует качественной пайке.
Различают две разновидности медных труб, в зависимости от способа их изготовления:
- отожжённые;
- неотожженные.
Эти трубы могут иметь одинаковый состав, но резко отличаются по физическим свойствам.
Отожжённые трубы – это эластичный трубный материал. О степени гибкости можно судить по тому, что продают их в бухтах, намотанными подобно шлангу. Гибкость отожжённых труб является большим плюсом при монтаже. Из них можно формировать разные конфигурации не используя дополнительные детали. Это даёт материальную экономию на фитингах и расходных материалах. Уменьшает трудозатраты, используется меньшее число соединений.
И хотя эти трубы считаются менее крепкими, чем неотожженные, их запаса прочности вполне хватает для коммуникаций в индивидуальных домах.
Неотожженные трубы не подвергают дополнительной обработке – они остаются жёсткими. Приобрести такой материал можно прямыми прогонами, как привычные стальные. Разводка неотожженных коммуникаций проводится с помощью фитингов.
В отличие от стали, медь в большинстве случаев целесообразнее паять, чем варить. Особенно, если дело касается тонкостенных медных труб, используемых для различных систем - водопроводных, отопительных, холодильных, газовых. Эта целесообразность обусловлена целым рядом особенностей. Во-первых, медь и ее сплавы гораздо проще паять, чем сваривать. Справиться с пайкой меди при определенном старании может даже новичок, в то время как сварить ее без основательной подготовки вряд ли получится. Пайка не изменяет структуру металла, не требует дорогостоящего оборудования, как того требует сварка. Ну и, наконец, паяные соединения при соблюдении технологии и применении подходящих материалов получаются достаточно прочными и термостойкими, чтобы выдержать предназначенную им механическую и тепловую нагрузку.
Чаще всего, в домашних условиях, возникает необходимость пайки медных труб, при монтаже водопроводов или отопительных систем. Медь является хорошим материалом для водопроводных труб. Она не поддается коррозии, имеет гладкую поверхность, обеспечивающую хороший ток воды, не зарастает отложениями, не только не содержит вредных веществ, но даже обладает бактерицидными свойствами. Медный водопровод способен прослужить очень долго, 50 лет и более.
Немного теории
Господствующее мнение о хорошей паяемости меди и ее сплавов верно лишь в том случае, когда речь идет о самой меди и ее сплавах с цинком, оловом, свинцом, фосфором, сурьмой, железом, никелем, марганцем. Эти металлы в самом деле имеют окислы, относительно легко удаляемые флюсами. Но медные сплавы, легированные хромом, алюминием, кремнием, титаном и некоторыми другими элементами, имеют на своей поверхности трудно растворимые флюсами оксиды. По счастью, чаще приходится иметь дело не с ними, а с технически чистой медью или теми ее сплавами, которые образуют легкоудаляемые оксиды. Так что утверждение о том, что пайка меди не доставляет особых хлопот, в большинстве случаев можно считать верным.При пайке вообще и медных трубок в частности, используются обычно нахлесточные типы соединений. Они позволяют обеспечить достаточную прочность конструкции даже в том случае, если используются обладающие относительно малой прочностью мягкие припои. Считается, что для обеспечения удовлетворительной прочности паяного соединения, нахлест должен быть не менее 5 мм. На практике применяются обычно гораздо более высокие значения, что и обеспечивает хороший запас прочности.
Взаимное перекрытие элементов в трубопроводе обеспечивается за счет использования фитингов или операций расширения и отбортовки труб. Части труб и фитингов вставляются друг в друга. При этом между соединяемыми элементами обеспечивается как раз такой зазор (0,1-0,2 мм), который необходим для действия капиллярных сил, являющихся необходимым условием для большинства видов пайки. Под их действием расплавленный припой самопроизвольно втягивается в зазор, равномерно распределятся по всей поверхности контакта и плотно герметизирует соединение. Капиллярные силы позволяют подавать припой снизу.

Медные трубы
Химический состав металла, идущего на производство медных труб, регламентируется в России ГОСТом 859-2001. Согласно ему во всех марках меди содержание Cu (+Ag) составляет более 99%. Допустимы небольшие примеси железа, олова, свинца, сурьмы и прочих элементов.Медные трубы бывают отожженными (мягкими) и неотожженными (твердыми). Первые получаются в результате отжига - нагрева до 600-700°C с постепенным охлаждением. Эта операция возвращает меди ее природную пластичность, потерянную при механической обработке (штамповке или прокатке) во время изготовления.
Отожженная труба имеет некоторые технологические преимущества перед неотожженной. Проигрывая ей в прочности, она намного превосходит ее в пластичности. Значение ее удлинения при разрыве может достигать 40-60%. Это означает, что отожженную трубу при необходимости можно гнуть, не опасаясь разрыва. Соблюдая при этом, конечно, определенные соотношения между диаметром трубы и радиусом гибки (R=3d-8d, в зависимости от способа гибки). Медные отожженные трубы могут избавить от разрыва водопровода при его случайном замораживании - благодаря пластической деформации металла, не позволяющей трубе разорваться. Тот, кто хоть раз сталкивался с заменой стальных "замороженных" труб, способен в полной мере оценить это достоинство.
Отожженные трубы поставляются в бухтах по 50 и 25 м, неотожженные - в виде мерных кусков (штанг) длиной 3 и 5 м.

Способы соединения труб
Самый удобный способ соединения медных труб - с помощью фитингов, которых выпускается множество. При всем обилии видов этих деталей, основных форм, используемых чаще всего, всего три: тройники (обеспечивают ответвления от трубы), углы (изменяют направление трубопровода на 90°) и муфты (соединяют две трубы).
При желании можно обойтись вообще без фитингов или, во всяком случае, их минимальным количеством. Правда, для этого нужно иметь специальный недешевый инструмент, позволяющий выполнять с трубами определенные операции, - а именно, гибку, расширение и отбортовку. Используя гибку, можно обойтись без фитингов-углов. Расширение (увеличение диаметра конца трубы) позволяет обойтись при пайке труб без муфт. Применяя отбортовку, можно отказаться от приобретения тройников (или углов, если обрезать трубу и установить на ее конец заглушку). Необходимо только иметь в виду, что при использовании отбортовки отводная труба должна быть меньшего диаметра, чем магистральная.
Чтобы выполнять все эти операции с трубами, необходимо иметь ручные или электрические приспособления: трубогиб, отбортовщик и расширитель.
При использовании трубогибов радиус изгиба должен быть не менее чем 3,5d (d - диаметр трубы) при диаметре до 15 мм, и 4d при диаметре 18 мм. При использовании сгибающей пружины - не менее чем 6d.


Фирменные трубогибы стоят недешево, поэтому возможно будет полезна информация про самодельные трубогибы .
Чрезмерно малый радиус может привести к разрыву или сплющиванию трубы. Отожженные трубы можно гнуть с меньшим радиусом, но крутой сгиб (менее 3d), с точки зрения потока, неблагоприятен. Отожженные трубы можно также осторожно гнуть руками. В этом случаи, во избежание сплющивания, радиус изгиба должен быть не менее чем 8d.
Плохо выполненные сгибы, при которых труба сплющилась и поперечное сечение потеряло круглую форму или внутренняя поверхность сгиба собралась гармошкой, вызывают турбулентные потоки в сгибе трубы, что приводит к эрозийно-коррозийным повреждениям.
Неотожженную (твердую) трубу, до диаметра 18 мм, можно сгибать в холодном состоянии трубогибом. Трубы большего диаметра перед сгибанием следует смягчать при температуре 500-600°С.
Работа расширителя (экспандера) основана на раздвигании в радиальном направлении сегментов кулачкового механизма, вставленного внутрь трубы. Расширяемая медная труба должна быть отожженной (мягкой). Благодаря системе рычагов, при нажатии на рукоятки инструмента создается необходимое усилие, требующееся для пластической деформации металла. Все очень просто - вставил кулачковый наконечник в трубу, сжал рукоятки и получил раструб, в который можно вставлять трубу такого же диаметра. Из отрезка трубы можно сделать муфту, расширив оба конца заготовки. При необходимости конец неотожженной (твердой) трубы можно отжечь самостоятельно.

Операция отбортовки несколько сложнее операции расширения. Она состоит из двух этапов: сверления отверстия специальным калибровочным сверлом и непосредственно самой отбортовки. После того как отверстие будет просверлено, необходимо вставить в него оправку с раздвижными, смазанными консистентной смазкой усиками, и закрепить на ней наружную часть устройства, служащую упором при вытяжке. После чего к наружной части подсоединяется электроинструмент. Вращение шпинделя вытягивает оправку из отверстия. При этом раздвинутыми усиками осуществляется отбортовка - загиб наружу кромки просверленного отверстия.



Теперь в трубу можно вставлять отвод, представляющий собой отрезок трубы меньшего диаметра. Чтобы он не выступал изнутри слишком сильно и не препятствовал движению воды, на его стенках с помощью специального инструмента формируют два выступа. Последние упираются в раструб, обеспечивая погружение отвода в отверстие на строго определенную глубину.

Описанный способ отбортовки предполагает использование электроинструмента, но есть и ручные модели.

Припои и флюсы
Медь и ее сплавы можно паять как низкотемпературной, так и высокотемпературной пайкой. Существует достаточное количества мягких и твердых припоев, обеспечивающих хорошее качество пайки труб.Использование низкотемпературных припоев позволяет выполнять пайку при температуре, которая мало влияет на прочность меди, но они дают шов с худшими механическими характеристиками. Припои для высокотемпературной пайки дают большую прочность шва и допускают высокую температуру эксплуатации системы, но при этом происходит отжиг меди и требуется больший навык, так как легко пережечь металл.
Низкотемпературная пайка наиболее востребована в водоснабжении и отоплении. Есть много низкотемпературных бессвинцовых припоев, обеспечивающих достаточно хорошее качество медной пайки. Это сплавы олова с сурьмой, медью, серебром, висмутом, селеном. Основную часть (до 95-97%) в них составляет олово, остальную - прочие элементы. Наилучшими технологическими свойствами обладают серебросодержащие припои, например, S-Sn97Ag3, содержащий 97% олова и 3% серебра. Несколько худшими, но достаточно хорошими качествами обладают медьсодержащие припои, в частности S-Sn97Cu3 (97% олова и 3% меди). Есть трехкомпонентные припои, содержащие олово, серебро и медь (например, состав с 95,5% олова, 3,8% серебра и 0,7% меди). Наиболее универсальным и широко используемым является оловянно-медный припой. Недостатком оловянно-серебряных сплавов является более высокая стоимость по сравнению с оловянно-медными сплавами.


Эти составы припоев дают хорошее качество шва и отвечают всем требования по прочности, долговечности и надежности водопроводов и систем отопления. Припои других составов практически не используются.
Вообще-то для низкотемпературной пайки меди подходят и свинцово-оловянные припои, но если паяется трубопровод для питьевой воды, от них необходимо отказаться из-за вредности свинца.
В качестве флюсов для низкотемпературной пайки применяются в основном составы, содержащие хлорид цинка. Однако вряд ли стоит при покупке флюса уделять особое внимание его составу. Для пайки меди существует множество эффективных флюсов, нужно просто приобрести любой состав, предназначенный для этого. Например, F-SW 21 или канифольно-вазелиновую пасту, состоящую из канифоли, хлористого цинка и технического вазелина. Форма в виде пасты - самая удобная для нанесения на детали.

С учетом большой площади контакта элементов трубопровода, низкотемпературные припои обеспечивают достаточную прочность соединений. Прибегать к высокотемпературным припоям имеет смысл лишь в тех случаях, когда в этом есть особая необходимость. Например, если предполагается эксплуатация паяного трубопровода при высоких (выше 110°C) температурах - в отопительных системах с использованием пара высокого давления или иных случаях. Для пайки газопроводов из медных труб применяется только высокотемпературная пайка, как соединение с наибольшей прочностью и надежностью, низкотемпературная пайка в газоснабжении не используется.
Нижеследующая таблица содержит значения допустимых давлений в трубопроводах из медных труб диаметром 6-28 мм, паянных низкотемпературными (мягкими) и высокотемпературными (твердыми) припоями.
* - для медных труб диаметром 6-28 мм.
Для высокотемпературной пайки меди наибольшее распространение получил медно-фосфорный припой состава Cu-94%, P-6% (L-CuP6 и подобные ему - ПМФ 7, ПМФ 9 и др.). Введение 6%-ой добавки фосфора очень резко снижает температуру плавления меди (до 710-750°С), что позволяет использовать этот состав как припой.

Медно-фосфорные припои в случае пайки меди с медью не требуют обязательного применения флюсов. Еще один плюс этого припоя - коэффициенты термического расширения припоя и меди паяемых деталей практически идентичны. Большое распространения получил также самофлюсующийся припой состава: 92% Cu, 6% P, 2% Ag (медно-фосфорный с серебром - L-Ag2P). Все твердые припои выпускают в виде твердых прутков.
В связи с хрупкостью соединения, возникающей из-за химической реакции фосфора с некоторыми металлами, нельзя применять медно-фосфорные припои для пайки цветных металлов с содержанием никеля выше 10%. Эти припои не рекомендуется также использовать для пайки алюминиевой бронзы. Нельзя их использовать и при пайке стали, чугуна.
При соединении медно-фосфорными припоями элементов из разных сплавов меди: медь с бронзой или медь с латунью или бронза с латунью - всегда необходимо применение флюса для высокотемпературной пайки.

Для низкотемпературной и высокотемпературной паек предпочтительным является использование согласованных припоя и флюса для конкретного вида пайки одного производителя.
Процесс пайки медных труб заключается в последовательном выполнении следующих операций: резки трубы, снятии фасок, зачистки соединяемых частей от окислов, промазки их флюсом, сборки соединения, его нагреве и нанесении припоя.Резка . Удобнее всего резать трубы труборезом. Выпускается множество видов этого инструмента, но все они имеют схожую конструкцию и состоят из корпуса, опорных роликов, режущего ножа в виде диска, и винта, поджимающего нож к трубе. Основное различие моделей состоит в форме корпуса, от которой зависит необходимая сила вращения при резке. Чем длиннее рычаг, за который поворачивается труборез, тем легче резать. Для резки труб, находящихся близко от ограждающих конструкций, применяют компактные труборезы с минимальным размером. Они требуют большего усилия, чем труборезы обычных размеров.

Последовательность резки такова. Труборез устанавливается на трубе таким образом, чтобы кромка режущего ролика совпадала с линией реза. Зажимается винт, поджимающий ролик к трубе, и поворотом инструмента вокруг оси трубы осуществляется резка. После каждых 1-2 оборотов нужно вращением винта поджимать ролик к трубе.
Трубу можно отрезать и обычной пилой по металлу или электролобзиком. Нужно только постараться сделать рез перпендикулярным оси. Для этого лучше купить или сделать шаблон - стусло.
Применение труборезов дает ровную кромку трубы, но может привести к небольшому уменьшению диаметра трубы, задиры при этом образуются только внутри трубы. Применение ножовки позволяет избежать деформации трубы, но дает много заусенцев.
Снятие фасок . После резки необходимо снять внутреннюю и наружную фаски. Труборез немного загибает кромку трубы внутрь, если этот загиб не убрать, он будет создавать турбулентность и сопротивление потоку воды или газа. Наружная фаска снимается для облегчения сборки. Существуют специальные серпообразные ножи для снятия фаски. Иногда они встраиваются в труборезы, иногда представляют собой отдельный инструмент. Выпускаются также фаскосъемные инструменты в виде втулок (одной стороной снимают внутреннюю фаску, другой - наружную). В крайнем случае, можно воспользоваться монтажным или любым другим ножом.


Зачистка . После снятия фаски нужно очистить сопрягаемые части деталей от окислов. Наружные поверхности зачищаются мелкой абразивной шкуркой (с зерном подряда P600), проволочной сеткой из нержавеющей стали или специальным инструментом с отверстием, обрамленным проволочной щеткой. Для внутренних поверхностей используются ершики, шкурка или сетка, навернутая на какой-нибудь штырь или, в крайнем случае, собственный палец. Поверхность зачищается до блеска. Если использовалась абразивная шкурка, после очистки нужно удалить с деталей остатки абразива. Наличие посторонних веществ на поверхности снижает качество любой, в том числе и медной пайки.


Обработка флюсом . Промазку флюсом нужно производить сразу же после зачистки, поскольку уже через несколько минут очищенная поверхность будет вновь покрыта окислами, препятствующими смачиванию припоем. Пастообразный флюс наносится кистью на наружную поверхность деталей, вставляемых внутрь других. Наносить нужно количество, достаточное для полного покрытия сопрягаемых поверхностей, но без излишка.

Сборка . При сборке нужно немного провернуть детали друг относительно друга, чтобы флюс хорошо распределился по поверхности и убедиться, что труба достигла упора. Затем следует убрать сухой хлопчатобумажной тканью излишки флюса и закрепить детали в нужном положении или уложить их на огнестойкие материалы, на которых можно осуществлять нагрев без риска пожара.

При монтаже медного трубопровода, с применением газовой горелки, следует использовать огнезащитный экран.

Нагрев и пайка . Прежде чем приступать к нагреву труб, имеющих резиновые или пластмассовые компоненты, последние нужно удалить во избежание их повреждения при нагреве. У припаиваемых кранов следует выкрутить вентиль, чтобы не повредились прокладки. Если выполняется пайка медных труб в уже смонтированном трубопроводе, нужно открыть клапана запорных устройств, чтобы в трубе при нагреве не создавалось повышенного давления.
Температура пайки труб мягкими припоями составляет 250-300°C, твердыми - 700-900°C. Чаще всего для нагрева используют газовые горелки. Для низкотемпературной пайки труб удобны строительные фены, имеющие температуру выходящего воздуха при полной мощности до 650°C. Их можно оснастить специальными насадками на сопла, обеспечивающими прогрев трубы с разных сторон.

Если используется газовая горелка, то пламя должно быть нормальным - без избытка или недостатка кислорода. В сбалансированной газовой смеси пламя только нагревает металл и иного воздействия не оказывает. В случае сбалансированной газовой смеси пламя горелки обладает ярко-синим цветом и небольшой величиной. Пересыщенное кислородом пламя окисляет поверхность металла. Признаком этого явления служит черный окисный налет на металле. Факел пламени горелки, насыщенный кислородом бледно-голубого цвета и маленький.
Прогревать нужно все соединение, перемещая пламя взад-вперед с разных сторон трубы, при этом время от времени касаются припоем щели соединения. Нужная температура достигается тогда, когда припой начинает плавиться при прикосновении к трубе. Не нужно создавать избыточного нагрева. Обычно с практикой достаточность нагрева определяется по цвету поверхности металла и появлению дыма флюса. Некоторые флюсы при достаточном для пайки нагреве выделяют сигнально дым или меняют цвет. Производитель обычно указывает такие особенности своего флюса.

Не следует забывать о необходимости перемещения пламени, чтобы не перегреть какой-то отдельный участок соединения.
При пайке разветвленных соединений, например тройника, следует соблюдать очередность заполнения зазоров припоем - с нижнего к верхнему. В этом случае восходящее тепло не мешает остыванию и кристаллизации припоя.
Необходимое количество проволочного припоя диаметром 2,5-3 мм на один стык составляет примерно участок, длина которого равна диаметру паяемой трубы. Чтобы контролировать расход припоя, нужно отмерить на проволоке необходимую длину на один стык и согнуть его буквой "Г".

После прогрева соединения до температуры пайки, пламя горелки нужно отодвинуть от стыка (но не от соединения) и расплавить необходимое количество припоя в стык. При этом не следует забывать про перемещение пламени по соединению.


Припой должен плавиться не от пламени горелки, а от теплоты прогретого соединения.
Не нужно стараться распределять припой по всему периметру стыка. Под действием капиллярных сил припой сам втягивается в зазор и распределяется по сопрягаемым поверхностям. Нужно лишь постараться ввести именно то его количество, которое требуется, без недостатка и излишка. Этот процесс протекает хорошо, если поверхность металла чистая, выдержан оптимальный зазор между металлическими поверхностями, соединение достаточно прогрето (расплавленный припой течет по направлению к источнику теплоты).
Если равномерно разогревать все соединение, то припой плавится под воздействием его теплоты и равномерно поступает в зазор.
Для улучшения пайки, предварительно прогревают пруток припоя пламенем горелки.
Важным моментом пайки является быстрое выполнение этой операции. Цикл нагрева должен быть коротким, и следует избегать перегрева.
В отношении дозирования припоя и вообще всего процесса пайки очень удобны фитинги с готовым припоем. Однако они не получили распространения на нашем рынке. Они имеют сформованный валик, в который помещено необходимое количество припоя. Технология пайки труб такими фитингами более проста в сравнении с обычной. Нет необходимости подавать припой в стык и контролировать его расход. Нужно просто собрать конструкцию и прогреть соединение горелкой. Припой, находящийся в валике, расплавляется и заполняет все зазоры. Его количество точно соответствует тому, которое требуется для данного соединения.

Охлаждать соединение нужно естественным путем, предоставив трубе охладиться самой, без воды или иного способа быстрого охлаждения. Во время естественного охлаждения соединения, при кристаллизации припоя, элементы соединения должны быть абсолютно неподвижны.
По истечении короткого времени после окончания пайки нужно удалить остатки флюса влажной тканью.

В сантехнике, после монтажа трубопровода проводят обязательную технологическую промывку системы, для удаления остатков флюса и иных загрязнений попавших внутрь труб. Кроме этого иногда используется полная зачистка и шлифовка всей трубопроводной системы в эстетических целях или как элемент дизайна помещения.
В заключение совет, который к пайке прямого отношения не имеет. Как и все материалы, медные трубы расширяются при нагревании. 1м трубопровода при нагреве на 60°C удлиняется на 1мм. Чтобы во время эксплуатации в трубах не возникало напряжения, нужно позаботиться о компенсации теплового расширения. Обычно это делается с помощью устройства С- и Г-образных компенсаторов и подвижных способов крепления труб, позволяющих им свободно смещаться относительно кронштейнов, в которых они закреплены.
Контроль качества пайки
Для контроля качества пайки можно воспользоваться способами, которые используются при контроле качества сварки. Самые простые - это способы контроля на проницаемость, описанные .При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Домашние мастера стараются выполнять строительные и ремонтные работы самостоятельно, что позволяет не только сэкономить семейный бюджет, но и быть абсолютно уверенным в качественном результате. Поэтому им приходиться овладевать новыми для себя методиками и технологиями – такими, как пайка медных труб.
Мы расскажем, как производится сборка и соединения коммуникаций из медных труб. У нас вы узнаете, какие расходные материалы и инструменты потребуются исполнителю. Полезные даже в быту навыки дадут возможность самостоятельно собирать трубопроводы с отличными эксплуатационными характеристиками.
Медные трубопроводы на практике используются редко. Причина тому – довольно высокая стоимость материалов. Однако трубопроводы из меди по праву считаются лучшими.
Этот металл превосходит все остальные материалы по термостойкости, гибкости и долговечности. после сборки можно заливать в бетон, прятать в стены и т.д. В процессе эксплуатации с ними ничего не случится.
Трубопроводы из меди считаются лучшими, так как срок их службы сопоставим со сроком эксплуатации здания, в котором они установлены
Это стоит учесть, выбирая материал для обустройства отопления или водопровода. В расчете на длительную эксплуатацию более высокие затраты вполне окупаемы. Помимо отличных эксплуатационных характеристик, которыми обладает медь, она достаточно проста в монтаже. «Страшные сказки» про трудности в пайке чаще всего преувеличены.
Медь достаточно просто паять. Ее поверхность не нуждается в применении агрессивных средств при очистке. Множество легкоплавких металлов имеет с нею высокую адгезию, что упрощает выбор припоя.
Дорогостоящие флюсы меди не нужны, поскольку при плавлении металла не происходит бурных реакций с кислородом. В процессе пайки труба не деформируется, ее форма и размеры остаются неизменными. Получившийся шов при необходимости можно распаять.
Способы паяния деталей из меди
Пайка считается оптимальным методом соединения медных деталей. В процессе работы расплавленный припой заполняет небольшой зазор между элементами, образуя при этом надежное соединение.
Наиболее распространены два способа получения таких соединений. Это высокотемпературная и низкотемпературная капиллярная пайка. Разберем, чем же они отличаются друг от друга.
Галерея изображений








Особенности высокотемпературных соединений
В этом случае процесс соединения элементов из меди проходит при температуре превышающей +450 градусов. В качестве припоя выбираются составы, основу которых составляют достаточно тугоплавкие металлы: серебро или медь.
Они дают прочный шов, устойчивый к механическим повреждениям и воздействиям высоких температур. Такое соединение называется твердым.

В процессе высокотемпературной капиллярной пайки температура превышает 450С, для образования соединения используется тугоплавкий припой BAg или BCuP
Особенность так называемой твердой пайки заключается в отжиге металла, это приводит к его размягчению. Поэтому, чтобы потери прочностных характеристик меди были минимальными, следует проводить охлаждение готового шва только естественным путем, без использования искусственного обдува или опускания детали в холодную воду.
Твердое соединение используется для труб диаметром от 12 до 159 мм. Высокотемпературная пайка используется для соединения газовых труб.
В сантехнике она используется в процессе сборки водопроводов для монолитной состыковки деталей, диаметр которых превышает 28 мм. Кроме того, такое соединение используется в случаях, когда температура жидкости, циркулирующей в трубах, может превышать +120 градусов.
Высокотемпературная пайка применяется и для сборки отопительных систем. Ее достоинством считается возможность обустройства отвода от ранее смонтированной системы без ее предварительного демонтажа.
Низкотемпературная пайка в деталях
Мягкой или низкотемпературной пайкой называется соединение медных деталей, в ходе которого используется температура ниже +450С. В качестве припоя в этом случае подбираются мягкие легкоплавкие металлы, например, олово или свинец.
Ширина шва, образованного такой пайкой, может колебаться от 7 до 50 мм. Получившееся соединение называют мягким. Оно менее прочное, чем твердое, однако имеет ряд значимых преимуществ.

В процессе низкотемпературной пайки образуется так называемое мягкое соединение. Оно менее прочное, чем твердое, поэтому не может использоваться при соединении газовых труб
Основное отличие заключается в том, что в процессе пайки отжига металла не происходит. Соответственно, его прочность остается прежней.
Кроме того, температура в процессе низкотемпературной пайки не такая высокая, как при проведении высокотемпературной. Поэтому она считается более безопасной. Так называемые мягкие соединения используются для сборки труб небольшого диаметра: от 6 и до 108 мм.
В сантехнике низкотемпературные соединения используются для монтажа водопроводных магистралей и отопительных сетей, но при условии, что температура циркулирующей в них жидкости будет меньше +130 градусов. Для газовых трубопроводов использование соединений такого типа строго запрещено.
Что понадобится в процессе?
Для выполнения качественных соединений понадобятся специальные материалы и инструменты. Прежде всего, для обработки предварительно очищенной поверхности деталей понадобится флюс. Он удаляет с основания оксиды, улучшает растекаемость расплавленного припоя и снижает поверхностное натяжение.
Кроме этого понадобится еще и . Для высокотемпературной сварки выбирается материал, в состав которого не входит свинец. На упаковке должна быть надпись «lead free» или «без свинца».
Для низкотемпературной пайки подбирается легкоплавкий припой, в котором может присутствовать олово, медь, висмут, серебро. Припой низкотемпературного типа выпускается в виде 3-мм проволоки.

Флюс подбирается исходя из типа пайки. В продаже можно найти широкий ассортимент таких составов в удобной упаковке со специальной кисточкой
Для работы понадобятся инструменты. Прежде всего, . С его помощью можно будет нарезать детали нужного размера. Важно выбирать инструмент высокого качества, чтобы мягкий материал, которым является медь, не заминался.
Потребуется и фаскосниматель, чтобы снять заусенцы. Иначе будет невозможно вставить одну деталь в другую. Для зачистки внутренней поверхности труб так же используется щетка или ершик.

Еще один необходимый инструмент – труборасширитель . С его помощью можно будет увеличить диаметр одной из соединяемых деталей, что необходимо будет сделать, поскольку трубы имеют одинаковое сечение
Для нагрева медных элементов используют разные инструменты. Чаще всего для низкотемпературной пайки выбирают , имеющую узконаправленное пламя.
Газовое оборудование в этом случае работает от баллона со смесью пропана и бутана или с чистым бутаном. Одной такой заправки хватает на 3-4 сотни стыков.
Прибор работает эффективно, при нагреве горелкой труба разогревается за несколько секунд. Высокотемпературная пайка осуществляется при использовании газовых смесей пропан-кислород либо ацетилен-воздух.
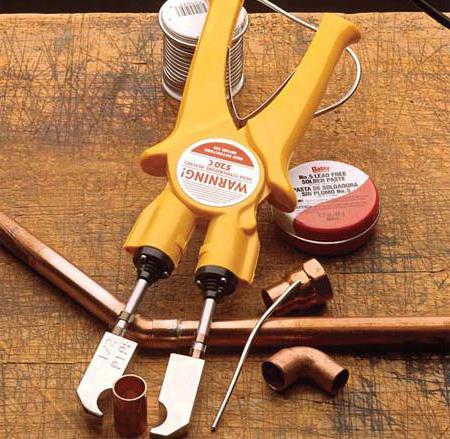
Кроме того, пайка может осуществляться с помощью специального электрического паяльника, предназначенного для работы с деталями из меди. Устройство способно работать и с твердым, и с мягким припоем. Паяльник подключается к сети и используется там, где работать с открытым огнем невозможно. Устройство оснащается прижимными клещами и съемными электродами.
Помимо этих инструментов для монтажа трубопровода понадобится маркер или карандаш, рулетка, молоток и строительный уровень.
Технология пайки медных изделий
Подготовив инструменты и материалы, можно приступать к процессу пайки. Выполняем все операции в такой последовательности:
Галерея изображений








Отрезаем деталь необходимой длины
Для резки медных труб можно использовать различные инструменты. Чаще всего применяется ручной труборез. Чтобы срез получился ровным, трубу удерживаем только перпендикулярно к инструменту.
Зажимаем деталь между роликом и лезвием и вращаем вокруг нее труборез. Не забываем после каждого оборота подтягивать регулировочный болт примерно на треть оборота. При использовании трубореза срез получится ровным, задиры появятся только внутри трубы.

Лучше всего отрезать детали труборезом. Важно, чтобы инструмент был качественным, иначе не удастся избежать деформации медной трубы
Но при этом диаметр изделия немного уменьшится, что нежелательно. Избежать деформации детали можно, если отрезать ее ножовкой. Но в этом случае появится множество заусенец, от которых необходимо будет избавляться, и понадобится использовать шаблон, чтобы уменьшить косину реза.
Смятие или овализация среза трубы приведут к неприятным последствиям, поскольку обязательно изменят размер монтажного зазора. Его величина должна находиться в пределах 0,02-0,4 мм. Если зазор получится меньше, в него не сможет попасть припой. При увеличении зазора не сможет проявиться капиллярный эффект.
В результате резки должна получиться деталь с окончанием строго цилиндрической формы, имеющим минимальную косину реза. С детали обязательно снимаем заусенцы, чистим ее внутреннюю поверхность ершиком и обезжириваем. Аналогично обрезаем второй фрагмент трубы. Берем труборасширитель и при помощи молотка увеличиваем диаметр второй трубы.

Качественная зачистка соединяемых труб обязательна. Внутри детали не должно остаться заусенец и задиров, которые будут препятствовать перемещению жидкости
Проверяем, как детали входят одна в другую, проверяем размеры получившегося монтажного зазора. Он должен точно соответствовать норме. Зачищаем и обезжириваем вторую деталь. Операцию выполняем по всему сечению трубы, помним, что длина соединения должна равняться диаметру детали.
Наносим флюс на поверхность трубы




Образование соединения при низкотемпературной пайке
При выполнении мягкого соединения в обязательном порядке используется легкоплавкий припой и низкотемпературный флюс. Для нагрева можно взять стандартную или малогабаритную газовую горелку, которая заправляется смесью пропана с воздухом либо пропана с бутаном и воздухом. Можно взять и специальный электрический паяльник.
Берем горелку, включаем ее и направляем пламя на стык труб. Пятно контакта, находящееся между пламенем и деталью, нужно постоянно перемещать. Это необходимо для того, чтобы элементы прогревались равномерно. Берем припой и время от времени касаемся им монтажного зазора. При достаточном разогреве припой начинает плавиться.

Припой подается на участок пайки тогда, когда детали достаточно разогрелись для того, чтобы расплавить его своим теплом
Как только это случится, отводим горелку в сторону, чтобы дать возможность припою заполнить капиллярный зазор полностью. Если припой еще не начал плавиться, нагрев продолжаем. Особенностью низкотемпературной пайки является то, что припой специально не разогревается. Он должен расплавиться от тепла нагретых элементов соединения.
После того, как припой заполнит капиллярный зазор полностью, ему нужно дать остыть, желательно в естественных условиях. Нужно помнить, что получившееся мягкое соединение имеет невысокую прочность, поэтому трогать его в горячем виде запрещается.
Еще один важный момент. В процессе пайки крайне важно не перегреть медь. Иначе нанесенный на металл флюс разрушится, и, соответственно, не сможет растворять и удалять оксиды, что резко отрицательно скажется на качестве соединения.
Поэтому желательно использовать флюс с порошком-припоем. Когда температура детали будет достаточной для разогрева припоя, порошок расплавится и будет видно, как внутри флюса блестят капельки расплава.
Если использование пламени по каким-либо причинам недопустимо, применяют паяльные аппараты, работающие от электричества. Такое оборудование представляет собой набор из блока питания, электрических щипцов и паяльника.
Процедура нагрева и последующего образования соединения паяльником ничем не отличается от выше описанной. Единственный нюанс: на полный разогрев деталей может уйти меньше времени, чем при нагреве горелкой.
Образование шва при пайке высокотемпературного типа
В процессе такой пайки для разогрева деталей тоже используется газовая горелка. Она заправляется смесью пропана с кислородом или ацетилена с воздухом. Возможно использование смеси ацетилен-кислород.

Для разогрева медных деталей при пайке может использоваться специальный электрический паяльник с удобной ручкой и регулировкой силы нажима
Горелку плавно перемещаем вдоль будущего соединения так, чтобы разогрев был максимально равномерным. Когда медь нагреется примерно до 750С, она приобретет темно-вишневый цвет. В этот момент подаем припой.
Чтобы он лучше разогрелся, его можно немного прогреть горелкой. Но при этом надо помнить, что припой должен расплавиться от разогретых деталей соединения, а никак не от горелки. В идеале нужно обеспечить соединению минимальный нагрев, при котором припой сразу же расплавится и с первого раза заполнит монтажный зазор.
Возможно, сразу это не получится, но по мере накопления опыта результат будет улучшаться. После полного заполнения зазора припоем оставляем соединение для остывания. В это время трогать его не рекомендуется. Остывший шов тщательно протираем, чтобы избавиться от остатков флюса.
Детальный разбор технологии пайки медных трубопроводов с применением газовой горелки , с содержанием которой мы советуем ознакомиться.
Техника безопасности при спаивании труб из меди
Начинающие мастера интересуются, как паять медные трубы правильно, но при этом забывают о безопасности. Этого делать нельзя. Нужно понимать, что медь отличается высокой теплопроводностью, поэтому держать детали в руках без какой-либо защиты нельзя.
Неосторожность и неаккуратность при может закончится термическим ожогом. Небольшие элементы длиной до 0,3 м берут только защитными рукавицами или удерживают клещами.
Осторожность нужна и при работе с флюсом. Это чрезвычайно агрессивный состав. Если в процессе пайки он попадет на кожу, следует немедленно остановить работы и смыть флюс с кожи большим количеством мыльной воды. Иначе на коже может появиться не только термический, но и химический ожог.

Паять медные детали нужно осторожно, с соблюдением всех правил безопасности. Иначе можно получить травму – химический или термический ожог
Одежду для работы тоже нужно подбирать правильно. Синтетические ткани категорически не подходят. Искусственное волокно очень чувствительно к высоким температурам. Оно легко плавится и загорается, поэтому для работы лучше всего выбирать плотную одежду из натурального хлопка.
Еще один важный момент. При нагреве деталей флюс начинает гореть. Его пары опасны для человека. По этой причине помещение, в котором проводятся работы по пайке труб из меди, должно хорошо проветриваться.
Опытные мастера советуют тем, кто впервые взялся за пайку, сначала потренироваться на обрезках труб. Практика показывает, что после трех-четырех самостоятельно выполненных соединений уже можно браться за монтаж трубопровода. При этом желательно собрать систему на полу и только потом приступать к пайке.
Готовый трубопровод нужно хорошо промыть чистой горячей водой, чтобы удалить припой и флюс с внутренней стороны деталей.
Основные ошибки, допускаемые при пайке
Процесс пайки труб из меди достаточно прост, но требует определенного опыта. Новички часто допускают ошибки в работе.
Рассмотрим основные из них:
- Наличие дефектов на поверхности соединяемых деталей. Такие изъяны могут появиться в процессе разрезания трубы. Если пайка проведена поверх дефекта, шов будет непрочным.
- Загрязнения на участке соединения элементов. Детали после нарезки и чистки обязательно нужно обезжирить.
- Недостаточная ширина монтажного зазора. По правилам, для деталей сечением от 6 до 108 мм размеры зазора должны составлять от 7 до 50 мм.
- Недостаточный разогрев деталей. В этом случае припой не сможет должным образом сплавиться с основанием. Такой шов легко разрушится даже при небольшой нагрузке.
- Флюс покрывает не всю поверхность трубы. Окиси остаются на поверхности детали, что негативно влияет на качество шва.
- Перегрев участка соединения. Приводит к сгоранию флюса и образованию окиси и окалины. В результате качество соединения резко ухудшается.
- Проверка неостывшего соединения. Прежде чем проверять качество шва, нужно убедиться в том, что труба остыла. Иначе соединение неизбежно деформируется и утратит прочность.
- Игнорирование правил безопасности. Пайка проводится при высоких температурах и с использованием агрессивных химически веществ. Защитная одежда, маска и перчатки обязательны.
Возможно, начинающему мастеру сложно будет самостоятельно определить степень разогрева деталей, тогда стоит пригласить профессионала и сделать первые соединения под его руководством.
С методами сооружения отопительных контуров из медных труб ознакомит , с которой мы рекомендуем ознакомиться.
Выводы и полезное видео по теме
Еще больше интересной информации о пайке медных труб вы можете узнать из следующих видеороликов.
Видео #1. Особенности высокотемпературной пайки меди:
Видео #2. Как правильно паять медные фитинги:
Видео #3. Какие бывают флюсы для пайки:
Самостоятельная пайка труб из меди – полезный навык, который обязательно пригодится домашнему мастеру. Трубопроводы из меди служат очень долго и беспроблемно. Учитывая достаточно высокую стоимость таких деталей, на самостоятельной сборке можно значительно сэкономить и получить трубопровод высокого качества по вполне приемлемой цене.
А у вас есть личный опыт в соединении труб из меди пайкой? Возможно, вы владеете знаниями о нюансах проведения работ? Пишите, пожалуйста, комментарии в расположенном ниже блоке, задавайте вопросы, делитесь своим мнением и фото по теме статьи.

